
地址:中国厦门市湖里区五缘湾泗水道617号宝拓大厦12层04单元
总机:0592-5736006 5712322
市场专线:0592-5021971 13959212593 苏先生
传真:0592-5501755
E-mail:sujun@xmgpkj.cn
QQ:147349700
邮编:361000


简介:
硫酸生产过程中产生大量热能,热能品位从高到低均可回收加以利用。高品位热能最好的利用方式是发电,可以大大降低生产成本。
硫酸的原料可以是硫黄、硫铁矿以及冶炼厂的冶炼气,以这些原料制取SO2气均产生高温热能,气体温度达850~1100℃。根据生产经验,这部分高温余热可产生1.1~1.3吨蒸汽/吨硫酸。而在转化工段,主要是中温余热。一次转化完毕到吸收塔的转化气温度在400℃左右。利用这部分余热,据生产实践估算,每生产一吨硫酸约可生产0.2吨蒸汽。在两次转化工艺中,这部分中温余热已转移到酸吸收系统的低温余热中。低温余热的回收利用主要在干吸系统。当采用高温吸收工艺,把中间吸收塔酸温提高到165℃时,出塔酸温可达200℃。这部分低温余热可以用来发电。每小时进塔气量为111000m3,温度为194℃条件下,可产生185℃、压力为1043kPa的蒸汽29.7吨,供9000KW汽轮电机发电。
我公司已在硫酸生产中开发了热管SO2气体余热回收蒸汽发生器和热管SO3冷却蒸汽发生器两种设备,并在工业生产应用中取得了很好的使用效果。由于硫酸生产是连续性生产,生产过程中的高温,矿尘磨损,高、低温腐蚀等因素常使设备受到侵害,致使整个生产停顿造成损失。热管设备的个别管件损坏不会影响整体设备效能,因之也不需停工检修,故热管技术在硫酸生产中发挥了具大的作用。主要表现在以下几个方面。
沸腾焙烧炉沸腾层内的余热回收:
硫酸生产中沸腾床内沸腾层的温度一般控制在800~900℃之间。硫铁矿燃烧是一强放热反应,为了维持这一温度必须从床层中导走多余的热量。根据热量平衡计算,每生产1吨硫酸(100%浓度)从沸腾层中导出的热量可达1.482MJ。将此热量折合成标准蒸汽约为0.55吨/吨H2SO4。一个年产10万吨硫酸的工厂从沸腾炉中回收的蒸汽量约为5.50万吨/年。下图为热管在沸腾焙烧炉中回收热量的两种形式。图a所示纵向插入式。热管的蒸发段(受热段)的下部直接插入沸腾层内,另一部分在沸腾层的炉膛扩大部分,热管沿炉膛周边布置。在沸腾层内炉气以对流和辐射的方式将热量传给热管,炉膛扩大部分的传热以辐射为主。热管的冷凝段(放热段)伸出在炉顶外的水夹套中。水夹套与上下联箱相连,蒸汽由上联箱直接进入汽包,汽包的饱和水沿下降管进入下联箱,从而形成自然循环。这种布置的优点是热管沿炉壁周向布置,热管在沸腾层内受单侧矿尘纵向磨损较轻,热管不仅在沸腾层中吸热,而且沿整个炉膛高度以辐射形式吸热,这样又可以降低炉气出口温度减轻炉气废热锅炉的负荷。由于辐射传热率与温度的四次方成正比,故传热效率极高。热管由于纵向伸缩自由不存在温差应力。同时单根热管的损坏不影响设备整体运行,保证了生产的稳定性。

上图(b)为径向插入式。热管在沸腾床中承受炉气及矿尘的横向冲刷。传热方式主要为强迫对流换热。同样,单根管破坏也不影响整体运行,更换热管也比较方便。
沸腾焙烧炉矿渣余热回收:
目前国内硫酸工业处理焙烧炉排出的炉渣大部分都用回转圆筒筒外喷水的方法使其冷却。这不仅损失了矿渣的余热,而且额外损失水、电。根据物料平衡计算,每生产上吨硫酸,相应的矿渣量为0.286吨(矿石含硫量40%)。设排出的矿渣温度为800℃,将其降为80℃由输送机送走,则可回收的有效热量为1.98×105 kJ/t (H2SO4),一个年产10万吨硫酸的工厂其回收的热量可达1.02t蒸汽/h。采用如下图所示的装置,既可回收余热又可避免环境污染。冷却空气从下而上通过多段沸腾层,在沸腾层内埋有冷却热管,按热量品位利用的需要逐级移走。冷却空气通过循环风机在密闭空间内循环,不会污染环境。相应的,来自废热锅炉的沉渣也可收入一并处理。

SO2炉气余热回收:
从沸腾炉出来的高温炉气温度约为750~850℃,如果使其降温至350~450℃,则每生产1吨硫酸可从炉气中回收热量1.3×106kJ。把这部分热量和从沸腾炉中导出的热量加到一起用于发电,则每生产1吨硫酸可发电150KW。然而,硫酸余热锅炉是在高温、高含尘率、高腐蚀性气体的条件下工作,在这种环境下只要有一根炉管发生泄露就必须全系统停车,检查、补修。而热管在这种情况下工作有其独特的优越性:
 可以选择适合的风速使磨损率减至最低;
可以选择适合的风速使磨损率减至最低;
可用增加管外翅片的办法来弥补因风速减小而导致的传热系数的减小;
可利用灵活的布置减少矿尘在管上的沉积;
可以用调整管壁温度的方法避免露点腐蚀;
 单根热管破损不影响整体运行,可以保证设备长期稳定运行。
单根热管破损不影响整体运行,可以保证设备长期稳定运行。
当前可用于SO2炉气冷却的热管蒸汽发生器有如图所示的三种形式。
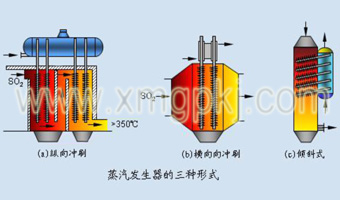
图中(a)为炉气纵向冲刷热管管束;(b)为炉气横向冲刷管束;(c)为炉气斜向冲刷管束。下面为二个实例。
年产10万吨硫酸的某硫酸厂,生产原料为硫铁矿,出沸腾炉的SO2炉气温度为950℃,含尘约250g/m3(标准状态),且颗粒大。炉气露点温度为192~210℃。用一台水管式废热锅炉回收炉气余热,产生压力为2.5MPa的蒸汽。
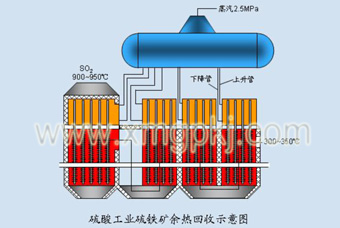
由于露点高,一些穿墙管处的管子及炉气出口处的管壁容易腐蚀,同时炉气含尘量高,烟尘颗粒大,管壁受到的磨损严重,尤其是气流拐弯处流动不均的局部位置情况更加严重。由于水管锅炉的特点,一旦有漏点,炉水即流入烟道,必须停产检修,而停产一天损失达数万元。由于以上原因,该厂生产周期最短时仅为一个月左右,严重影响了正常生产及工厂的经济效益,同时也增加了检修工人的劳动强度。现根据硫铁矿制酸沸腾炉气的特殊性和热管的特点,设计了一台热管式蒸汽发生器用以回收SO2炉气余热,产生2.5MPa的饱和蒸汽。经计算可产生9.50t/h的饱和蒸汽。回收热量6497.5kW。结构形式如上图所示。炉气经过热管蒸汽发生器后降为355℃进入电除尘室。图中隔板的下部为热管的吸热段,焊有纵向直翅片。上部为热管的放热段,采用水夹套结构,经集箱集汽后经上升管与汽包连接。冷热侧由隔板完全分开,即使出现有个别热管磨损破坏,也只会是热管内部少量工作流体流入烟道,不会影响正常生产,可避免大量炉水向烟道泄露而导致停产。各热管通过控制加热段传热面积使管壁温度tw>230℃,可有效地防止露点腐蚀。
某厂年产1万吨硫酸的新建工程,其制酸原料为硫黄,从焚硫炉出来的SO2炉气流量为(标准状态)3346 m3/h,温度为970℃。现设计一台热管蒸汽发生器回收SO2炉气余热。结构形式如右图所示。炉气横向冲刷热管束,热管吸热段焊有环向翅片,以强化传热。与上例相同,管束中产生的蒸汽经上升管进入汽包。设计结果如下:炉气温度由950℃降至350℃,将热量传给104℃的水产生压力为1.4MPa的蒸汽,产汽率为1.5t/h,回收热量1016kW。
具体参数如下表所示
参 数 | 热侧(SO2气体) | 冷侧(汽、水混合物) | ||
设计值 | 实测值 | 实 | ||
流量(标准状态)m3/h) | 3110 | 3200~4000 | 1500kg/h | 1600kg/h |
压力/MPa | 微正压 | 微正压 | 1.4 | 1.4 |
进口温度/℃ | 950 | 900~940 | 104 | 104 |
出口温度/℃ | 350±20 | 226~228 | 195 | 195 |
换热量/kW | 1016 | |||
热管SO2转化器:
SO2催化氧化反应器(简称转化器)是硫酸生产中的重要设备。对工业生产转化器的要求是希望用最少的投资、最低的运行费用获得最大的经济效益。为达此目的,必须使SO2的催化氧化过程实现最佳化,也即使SO2的催化氧化过程尽可能地遵循最适宜的温度曲线进行。欲使多段催化氧化过程尽可能接近最适宜操作线,反应温度的控制是关键,也即如何寻求最佳的换热设备使其满足这一要求。热管换热器用于转化反应器有如下优点。

传热效率高,压力降小SO2与的SO3的段间换热是典型的气-气换热,因之其传热系数很小,理论上一般不会超过30W/(㎡·K),由于受到风机压头限制,换热气体流速不能过高,否则流体阻力将会上升。根据实测,在管内流速5~7m/s、管间流速4~6 m/s的情况下,转化器段间换热器的传热系数一般在7~12W/(㎡·K),阻力约为1000~1500Pa,如提高流速可以将换热系数提高到23~29W(㎡·K),但阻力增大到1500~2500Pa,这将引起动力消耗增加及风机打气下降。
对于气-气式热管换热器,若在相同流速下,一般总传热系数可达16~20W(㎡·K),每管束阻力在10~20Pa之间,总压力降一般不会超过1000Pa。由于热管采用翅片管强化传热,因之在同样的传热面积下,热管所用的管数比普通光管要少得多。
结构紧凑,流程管线少,散热损失少。从下图可知,由于热管转化器可以将热管的受热段直接布置在转化器内,因之省去了大量的进出口管道,减少了流动阻力、热损、投资和操作费用。
特别适用于沸腾床转化器。固定床催化反应器生产强度受多种因素的限制,如催化剂颗粒不能太小,否则气体通过催化剂床时阻力太大;由于钒催化剂导热系数小,因而不能在床层中埋设换热管移走热量;二氧化硫浓度不能太高等。而沸腾转化反应器则不存在上述限制,在沸腾床中由于物料处于恒定搅动状态,反应放出的热量可以很简单地移走,而且床层温度均匀,非常接近于等温状态,因之沸腾床的操作温度可以按最大转化速度与最大转化率二者相致的原则来选择。由于沸腾床中传热条件优越,因而对进入沸腾床的气体温度高低的要求可以较为灵活。
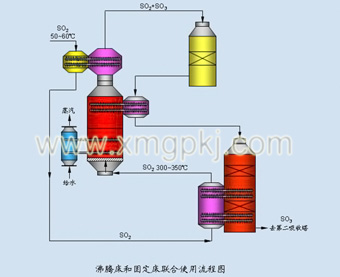
沸腾床反应器如下图所示。温度为50~60℃的SO2气体,在沸腾反应器外部预热器的顶部自上而下吸收热管从各段沸腾层导出的热量,SO2气体被加热到300~350℃进入沸腾转化器的下部第一段沸腾层,由下而上经过四段反应,转化率达95%~98%,在沸腾床顶部设有SO3冷却器(此冷却器也可设在转化器外部),回收热量产生蒸汽。

下图是沸腾床和固定床联合使用的流程图。沸腾床可以用一段也可以用两段,然后进入两段反应的固定床,实现二转二吸。由于流程简单,热损失少,可直接在沸腾床中回收热量。传统的转化系统设备众多,粗大管线来往反复,不仅流体阻力增大,热损也相当严重,一般可达反应热的17%。
根据热衡算,一个日产150吨硫酸(100%浓度)的工厂,若将转化系统的热损失保持在反应热的14%,则可回收反应热的热量大约为1.2t蒸汽/t H2SO4。沸腾床转化器的热损小,因之其热损控制在反应热的14%以内。