
地址:中国厦门市湖里区五缘湾泗水道617号宝拓大厦12层04单元
总机:0592-5736006 5712322
市场专线:0592-5021971 13959212593 苏先生
传真:0592-5501755
E-mail:sujun@xmgpkj.cn
QQ:147349700
邮编:361000


简介:
生产陶瓷的一个重要过程是烧成,烧成是在窑炉中进行的。陶瓷生产的窑炉有连续式的(隧道窑)也有间隙式的(倒焰窑),不管是隧道窑还是倒焰窑,其热效率都比较低。效率低的原因除了燃烧损失、散热损失等原因外,重要的一点是排烟损失。烧成隧道窑废气带走的热量损失约占总热量的20%~40%,而倒焰窑废气带走的热量约占燃料消耗量的30%~50%。因之回收窑尾废气的热量加以利用是提高窑炉效率的关键。国内隧道窑排烟温度一般在200~300℃,也有高达400℃,个别倒焰窑的排烟温度可高达560℃。一方面窑炉排烟带走大量余热,另一方面为了干燥坯件,一些工厂又另外建造窑炉或锅炉产生热风和蒸汽以满足烘干坯件的要求。采用热管换热器来回收烟气中的余热加热空气作为烘干坯件的热源,可以取得较好的节能效果。
隧道窑烟道气余热利用:
隧道窑余热回收主要用以加热空气作为烘干坯件的热源,也可作为助燃空气以提高窑炉本身的热效率,两者的选择可依据各工厂具体情况而定。其回收流程如图所示。

下表中列出了四个工业应用实例,其中三个例子为用窑尾烟气余热加热空气作为烘房干燥热源以代替原来的锅炉蒸汽加热。第四个例子为用余热加热热水供生活用,其运行参数如表所示。
陶瓷厂隧道窑烟气空气预热气器参数
项 目 | 例Ⅰ | 例Ⅱ | 例Ⅲ | 例Ⅳ | ||||
烟气 | 空气 | 烟气 | 空气 | 烟气 | 空气 | 烟气 | 空气 | |
流量(标准状态)(m3/h) | 11771 | 9400 | 10541 | 7898 | 18000 | 7200 | 798 | 813 |
进口温度/℃ | 295 | 34 | 227 | 36 | 249 | 9 | 500 | 14 |
出口温度/℃ | 135 | 180 | 135 | 150 | 153 | 118 | 180 | 59 |
压力降/Pa | 560 | 500 | 312 | 188 | 600 | 204 | 自然抽力 | |
热管规格/mm | φ32×2000 | φ32×2000 | φ25×2000 | φ22×2000 | ||||
热管根数/根 | 310 | 224 | 132 | 60 | ||||
回收热量/kW | 500 | 345 | 186 | 43 | ||||
燃料品种 | 重油 | 重油 | 重油 | 重油 | ||||
投资回收期/年 | <1 | <1 | <2 | <1 | ||||
与原来用蒸汽加热空气相比,不仅省去了一台蒸汽锅炉,而且因为热风量有多余,干燥后含湿的热风可及时排出,因而可以提高干燥速度并改善产品质量。从运行情况看,例Ⅰ、例Ⅱ的烟气出口温度偏低,一般希望燃烧重油的热管换热器烟气出口温度不低于150℃为宜。
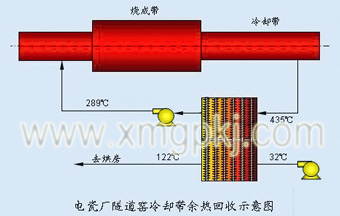
电瓷厂隧道窑冷却带余热利用:
将电瓷厂隧道窑冷却带400℃~450℃的废气抽出通过热管换热器换热,烟气温度降至300℃,再返回窑炉中烧成带作为气氛膜风使用。被加热的新鲜空气送入烘房,干燥电瓷坯件。热管换热器的流程如图所示。热管空气预热器的参数见下表。
热管空气预热器参数
项 目 | 烟 气 | 空 气 | ||
设计值 | 实测值 | 设计值 | 实测值 | |
流量(标准状态)(m3/h) | 4200 | 4435 | 8000 | 7593 |
进口温度/℃ | 400 | 436 | 30 | 32 |
出口温度/℃ | 250 | 285 | 120 | 118 |
压力降/Pa | 58.4 | 48.6 | ||
回收热量/kW | 262 | 274 | 262 | 236 |
热管规格/mm | φ32×2000 | |||
热管根数/根 | 377 | |||
燃料品种 | 重油 | |||
投资回收期/年 | <1 | |||
倒焰窑烟道气余热利用:
某厂倒焰窑排烟温度为564℃,实测该窑炉热效率仅为23%,由于坯件入窑前需要预热烘干,因之需再建一个烘干窑,以煤作为燃料,燃烧的烟气作为烘干热源。根据计算,如将560℃烟气降到160℃排空,将新鲜空气加热到60~120℃,其热量足够烘干坯件所用。余热回收流程如图所示。热管空气预热器参数见下表。

热管空气预热器参数
项 目 | 烟 气 | 空 气 |
流量(标准状态)(m3/h) | 2000 | 8600 |
进口温度/℃ | 564 | 20 |
出口温度/℃ | 160 | 120 |
回收热量/kW | 311 | |
热管规格/mm | φ32×2000 | |
热管根数/根 | 400 | |
燃料品种 | 煤 | |
投资回收期/年 | 1.5 | |